
- تعداد بازدید : ۳۴۴ بار
این شرکت با بهره گیری از مهندسین مجرب ، توانایی طراحی و ساخت هر گونه ماشین آلات و ابزار خطوط تولید را دارا بوده ، و هم اکنون با طراحی بیش از صد ابزار صنعتی برای خطوط تولید کارخانه های مختلف خودرو و قطعه ساز ، یکی از پیشگامان دراین حوزه بشمار می آید.
تیپ درسر
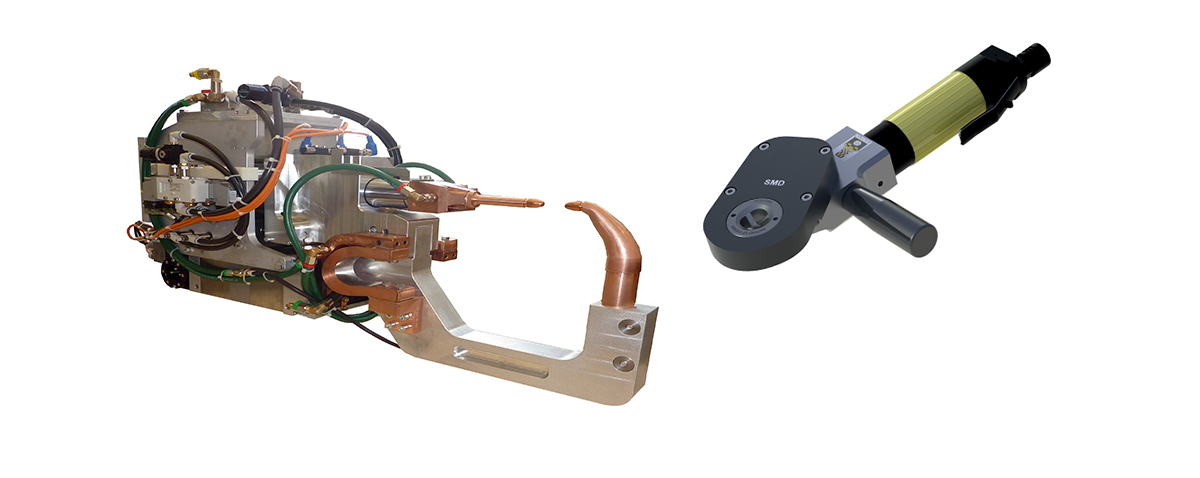
تیپ درسر دستگاهی است که جهت تیز کردن نوک الکترود استفاده می گردد. در زمان استفاده مداوم از الکترود، نوک آن جرم گرفته و دفرمه شده و در نتیجه معیوب میشود و بنابراین جوشهای داده شده دچار مشکل می گردد و فاقد کیفیت می باشد، لذا از این دستگاه جهت تمیز کردن نوک الکترود در موقع جوشکاری استفاده می گردد.
چرا به تیپ درسر نیاز داریم؟
کارکرد تیز کننده های الکترود یا تیپ درسر برای برقراری جریان و مقاومت در برابر فشار های بالا، به منظور حفظ یکنواختی سطح تماس و تضمین حفظ برقراری ارتباط بین جریان و فشار انتخابی، می باشد لذا یکنواختی سطوح تماس همیشه باید حفظ گردد.
کیفیت خوب جوشکاری بسیار حیاتی است و این مساله تا حد زیادی به یک نواختی سطح تماس الکترود بستگی دارد. این سطح با هر عملیات جوشکاری، عادت به دفرمه شدن دارد. علل اصلی این موضوع عبارتند از: نرمی بیش از حد جنس الکترود، فشار بیش از حد جوش، کوچک بودن بیش از اندازه سطح تماس الکترود و از همه مهم تر جریان بیش از اندازه جوشکاری. این شرایط باعث می شوند گرمای زیادی تولید شود و نوک الکترود ها نرم شود.
با دفرمه شدن یک الکترود، واحد کنترل جوش فراخوانده می شود تا جریان جوش کاری را تنظیم کند تا از شکل افتادگی نوک های جوش را جبران نماید. در نهایت، خط تولید بایستی متوقف شود تا الکترود ها تعویض گردند یا به صورت دستی الکترود ها تیز شوند. استفاده از روش دستی، سیکل جوش را بهبود می دهد ولی در هر دو روش خط تولید بایستی متوقف شود و لذا زمان از دست می رود. به علاوه که الکترود های دفرم شده باعث مصرف بالای انرژی و الکتروود می گردند.
در سیستم تیپ درسر اتوماتیک، یک تیپ درسر بر روی خط تولید و در نقطه ای که رباط جوشکار به آن دسترسی داشته باشد، سوار می شود. رباط به گونه ای برنامه ریزی شده است که الکترود ها را در فواصل زمانی خاص تیز کند.
پروسه تیز کردن می تواند بعد از هر سیکل کاری، بعد از هر دو سیکل کاری و مانند آن انجام گردد. این موضوع بستگی به این دارد که چه تعداد نقطه های جوش در هر سیکل انجام می شود.
مشخصات اطلاعات شرکت فروشنده این محصول
این شرکت با بهره گیری از مهندسین مجرب ، توانایی طراحی و ساخت هر گونه ماشین آلات و ابزار خطوط تولید را دارا بوده ، و هم اکنون با طراحی بیش از صد ابزار صنعتی برای خطوط تولید کارخانه های مختلف خودرو و قطعه ساز ، یکی از پیشگامان دراین حوزه بشمار می آید.
تیپ درسر
تیپ درسر دستگاهی است که جهت تیز کردن نوک الکترود استفاده می گردد. در زمان استفاده مداوم از الکترود، نوک آن جرم گرفته و دفرمه شده و در نتیجه معیوب میشود و بنابراین جوشهای داده شده دچار مشکل می گردد و فاقد کیفیت می باشد، لذا از این دستگاه جهت تمیز کردن نوک الکترود در موقع جوشکاری استفاده می گردد.
چرا به تیپ درسر نیاز داریم؟
کارکرد تیز کننده های الکترود یا تیپ درسر برای برقراری جریان و مقاومت در برابر فشار های بالا، به منظور حفظ یکنواختی سطح تماس و تضمین حفظ برقراری ارتباط بین جریان و فشار انتخابی، می باشد لذا یکنواختی سطوح تماس همیشه باید حفظ گردد.
کیفیت خوب جوشکاری بسیار حیاتی است و این مساله تا حد زیادی به یک نواختی سطح تماس الکترود بستگی دارد. این سطح با هر عملیات جوشکاری، عادت به دفرمه شدن دارد. علل اصلی این موضوع عبارتند از: نرمی بیش از حد جنس الکترود، فشار بیش از حد جوش، کوچک بودن بیش از اندازه سطح تماس الکترود و از همه مهم تر جریان بیش از اندازه جوشکاری. این شرایط باعث می شوند گرمای زیادی تولید شود و نوک الکترود ها نرم شود.
با دفرمه شدن یک الکترود، واحد کنترل جوش فراخوانده می شود تا جریان جوش کاری را تنظیم کند تا از شکل افتادگی نوک های جوش را جبران نماید. در نهایت، خط تولید بایستی متوقف شود تا الکترود ها تعویض گردند یا به صورت دستی الکترود ها تیز شوند. استفاده از روش دستی، سیکل جوش را بهبود می دهد ولی در هر دو روش خط تولید بایستی متوقف شود و لذا زمان از دست می رود. به علاوه که الکترود های دفرم شده باعث مصرف بالای انرژی و الکتروود می گردند.
در سیستم تیپ درسر اتوماتیک، یک تیپ درسر بر روی خط تولید و در نقطه ای که رباط جوشکار به آن دسترسی داشته باشد، سوار می شود. رباط به گونه ای برنامه ریزی شده است که الکترود ها را در فواصل زمانی خاص تیز کند.
پروسه تیز کردن می تواند بعد از هر سیکل کاری، بعد از هر دو سیکل کاری و مانند آن انجام گردد. این موضوع بستگی به این دارد که چه تعداد نقطه های جوش در هر سیکل انجام می شود.
مشخصات اطلاعات شرکت فروشنده این محصول